
You cannot avoid support structures if you want to create objects with complex geometries. Powder-based technologies do not require support structures, since the powder can hold the structure. Support structures are necessary when printing with filaments and resins to ensure the printed object remains intact. The two most common materials used as supports are HIPS and PVA. We will discuss these in greater detail in this article, specifically their use in FFF.
Choosing the right material for support can be difficult because of the wide range of requirements. The supports must be easy to remove after printing, and they should leave no traces. In the best scenario, the supports will be made of a material different from the one that was used to print the object. To reduce printing time, and the possibility of material mixing, it’s recommended to use a FFF printer that has dual extruders. There are filaments that are designed or suitable for printing support. We looked at PVA and comparing its printing properties with HIPS. PVA is used primarily as a soluble material support in FDM 3D Printing, whereas HIPS is used both as support material and a printing medium for standalone parts. Although we will focus on its main use as a supporting structure.

Complex 3D-printed objects with PVA supports (photo credit: Zortrax).
Property of HIPS
PVA is a thermoplastic material, as are HIPS. PVA is a thermoplastic polymer that is made by alkaline hydrolysis of polyvinyl Acetate (PVAC), which involves splitting chemical bonds by a reaction between water and the polyvinyl acetate. HIPS is a combination of polybutadiene and high impact polystyrene rubber. It is a copolymer which combines rubber’s elastic properties with polystyrene’s strength.
HIPS has similar properties to ABS, but it is more durable and resistant to impact. Also, it is known for its lightness, resistance, and mechanical resilience. The printed objects are smooth and resistant to scratches. They also tend to be antibacterial. HIPS has a hard surface, but is not brittle.

HIPS as an auxiliary structure (photo credit Zortrax).
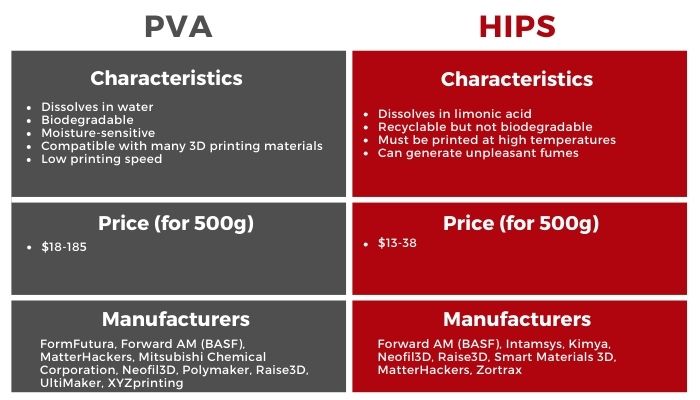
Water, on the other hand, gives PVA a greater degree of elasticity and flexibility. Moisture, in general, acts as a “plasticizer” on PVA. PVA itself is fragile and brittle, so moisture can cause it to dissolve sooner or later depending on the amount of moisture present in the surrounding environment. Water solubility is dependent on either the composition of the PVA or the degree of saponification. The degree of hydrolysis can vary between 70 and 100% mol% depending on the type of PVA. This degree affects the melting point of PVA and how quickly it dissolves. It is also very eco-friendly to dispose of PVA dissolved in water. PVA, unlike HIPS is not suitable for printing durable objects due to its water solubility. However, it is an excellent support material because of these properties.
PVA can also be used only with materials which have similar melting points to PLA. This will prevent any printing errors. The melting point is 230°C for PVA and 220°C for HIPS. PVA’s melting point is 230 degrees in theory, but it varies depending on the type. The melting point of fully hydrolyzed PVA is lower, ranging from 160 to180 degrees.

PVA, unlike HIPS dissolves readily in water (photo credit: XYZ printing)
The material can degrade even though HIPS cannot dissolve in water. It is susceptible to being broken down by chemicals, acids, organic solvents, and alkalis. HIPS becomes brittle and discolored when it is exposed to gasoline and limonene. If it is used for support structures, then it must be treated with limonenes (also known as citrus peel waste) in order to decompose. Other plastics are also affected by alkalis and acids, which is why HIPS can’t be used to support other materials. The best combination for printing is ABS which is acid resistant, not PLA or PETG. PVA should be used to support the structures when using these materials.
PVA is similar to HIPS in terms of its tensile resistance. The tensile strength is only 22MPa, which makes them not very flexible. However, PVA becomes more elastic with the addition of water. Both materials are non-toxic, odorless and non-flammable. However, printing with HIPS can produce unpleasant fumes. PVA has a natural color range from transparent to creamy, while HIPS comes as a filament in white that can be coloured if used without a support. The question of colouring is unnecessary in this instance, because PVA is used more as a disposable object or support material than HIPS.

PVA spool (photo credit: ESUN).
3D Printing with PVA & HIPS
Storage
The filament should be stored at a temperature that is cool and away from dust, moisture, or light. Both PVA and HIPS have a limited resistance to UV. To avoid printing issues in advance, it is important to store the material properly. For example, the optimum storage temperature for PVA is 15 to 25 °C.
PVA can mold, so it should never be used with moisture in the air. The finished product may warp and have bubbles or other abnormalities. If PVA has absorbed water, it should be dried out before using. A guideline is about 8 to 12 hours at 50 to 80 °C. PVA is best stored in airtight containers to prevent this. HIPS on the other side does not absorb any moisture and doesn’t need to be dried prior to printing.

The PVA has dried on the printbed (photo credit: IGO3D).
Printing Process
In general, when printing support materials you will want to set up the print configuration so that there is no distance between the support material and the final product. This will ensure that the surface of your final part is as smooth as possible, with no segregation. As the supports are destined to dissolve once the print is complete, the adhesion of the supports to the final part during the process has no relevance.
It is advised to use adhesive tape or glue to achieve good adhesion between HIPS and the print bed. This can be achieved by using a slag made from acetone and ABS. For PVA, painter’s tape is ideal.

You can use glue to help HIPS adhere better to the printbed (photo credit: Makerbot).
To achieve a good printing result with PVA, the printing plate must be preheated to 45 to 60 ºC and the extruder must be brought to a temperature of between 185 and 200 ºC. HIPS, on the other hand, requires higher temperatures: between 100 and 115 ºC for the printing plate and 230 and 245 ºC for the extruder.
PVA and HIPS cannot be used to support the same materials because it is better to use a material with a similar melting point. PVA is used primarily with PLA, TPLA PETG, CPE and CPE while HIPS is mainly for ABS. As mentioned above, HIPS can be used with ABS because unlike other materials, ABS does not get destroyed by D-limonene, which is used to dissolve the HIPS carrier.
It is recommended that an ooze guard be used to prevent the part from oozing and to protect the support. If a nozzle continues to heat up even when it is not being used, filament can leak out and clog nozzles. The heated chamber in HIPS eliminates the requirement for an ooze shield. With PVA it is best to cool down the parts, as this will help solidify the PVA faster. So, the stringing of the part is reduced. A cooling fan is not required for printing HIPS.
It is important to print HIPS in a closed enclosure. This will limit the temperature differential between the object being printed and the surrounding air. This prevents material curling, warping, or delaminating as a result of sudden temperature changes. For respiratory protection, a HEPA air filtration system or an efficient ventilation is recommended. This is because printing HIPS (as opposed to PVA) can produce unpleasant fumes like styrene.
PVA has a lower printing speed than most other materials. This is because of its fragility. For HIPS the printing speed is higher, ranging from 40 to 80mm/sec. Both filaments can be printed easily if your printer is properly configured. When HIPS filament is used, it can shrink during cooling. This causes warping to the printed object. If HIPS is used as a support structure, however, this effect will not be a major problem since the support will be removed.
As with ABS, HIPS is also prone to warp or curl when under pressure. (Photo credit: Sculpteo
Post-Processing
The ease of PVA post-processing is a great advantage. After 1-2 hours you can remove the completed part. As PVA is biodegradable, the water can easily be disposed down the drain.
The post-processing of HIPS structures involves the use a chemical that must be handled with care, and which is relatively expensive. It is therefore recommended that you always wear a respirator and gloves to protect yourself and break up large structures manually to reduce the cost of the chemical solution.

It is best to remove the larger pieces of HIPS before machining with limonene. (Photo credit: MatterHackers).
Application of PVA and HIPs to 3D Printing
PVA and HPS are mainly used as supports when 3D printing other materials. Not only that. PVA can be used to create prototypes and moulds. PVA can also be used in the production of decorative models.
HIPS goes even further. HIPS, as already stated, does not dissolve in the water like PVA. It is light, very impact resistant and is therefore often used in the production of toys and children’s articles. In the automotive industry, it is used to produce interior parts like dashboards and in general for the manufacture of housings of electrical and electronic devices. Packaging is a second application of HIPS. HIPS is often used in takeaway food trays and cosmetic packaging. Both materials are used as supports in 3D printers.

Plastics Technology photo credit: HIPS used for packaging as a standalone material
Manufacturers and Prices
PVA filaments are available in 1.75 mm and 2.85 mm. Before buying the filament, check that the thickness matches the diameter of your 3D printer’s extruder. Prices for a 500-gram PVA spool range from $18 up to $185 with an average of $50. The prices vary according to the manufacturers. Arianeplast eSUN FormFutura Forward AM (BASF), Infinite Material Solutions INNOVATEFIL MatterHackers Mitsubishi Chemical Corporation Neofil3D Polymaker PrimaCreator Raise3D PRO UltiMaker XYZprinting are among the manufacturers.
HIPS is cheaper than PVA. The price of a spool is between $13-38. Arianeplast is a well-known manufacturer. Be aware that HIPS filaments are not all the same. It is because some additives are used to facilitate the printing but can also make it hard to remove the support.
Do you have experience with printing PVA or HIPS already? Do you have any experience printing PVA, HIPS or both? Tell us in the comments below, or on LinkedIn, Facebook and Twitter pages! Don’t forget to sign up for our free weekly Newsletter here, the latest 3D printing news straight to your inbox! All our videos are also available on our YouTube channel.